DEEP RESEARCH · Korea Zinc (010130.KS) · Rare Earths
Korea Zinc Deep Dive: Rare-Earth Refining Challenges Meet TSL & Hydrometallurgy — A "Ready-Made Solution" Competitive Edge
50 years of zinc know-how (SX, indium) + TSL clean-slag tech + an integrated smelter — what the Tennessee plant and National Core Technology filing actually mean
0. Bottom line first
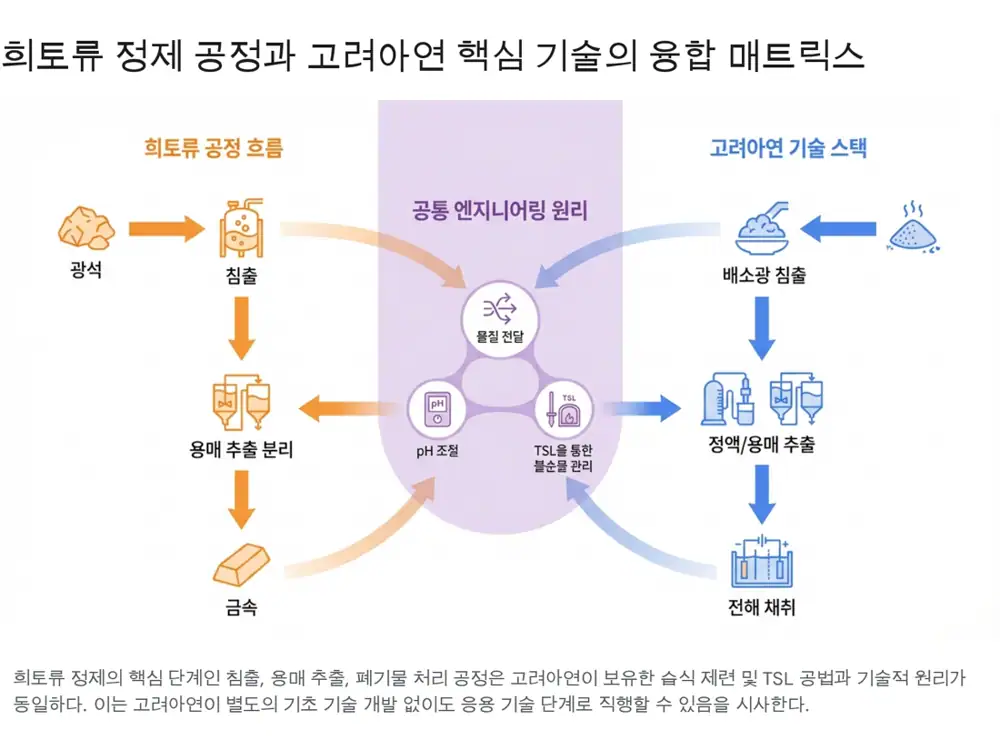
Korea Zinc is not arriving at rare-earth refining as "a student come to study" — it arrives as "a problem-solver with a ready-made toolkit." The rare-earth industry's two real barriers — multi-stage solvent extraction (SX) and radiological / heavy-metal environmental control — both map directly onto Korea Zinc's existing hydrometallurgy stack (indium / nickel SX) and TSL clean-slag technology. The US Tennessee smelter (CAPEX ~USD 6.6B, total investment ~USD 7.4B incl. working capital + financing) and the bid for "rare-metal recovery technology" National Core Technology status make clear the toolkit is now moving into strategic execution.
Official fact: Korea Zinc is a global leader across non-ferrous smelting (Zn, Pb, Ag, In). World's largest indium producer. Its zinc-smelting byproduct flow yields ~1.5M tonnes/yr of self-produced sulfuric acid. Through its subsidiary Crucible, Korea Zinc is building a US critical-minerals smelter in Tennessee — USD 6.6B CAPEX, USD 7.4B total investment. Strategic partnership with the US Department of War and Department of Commerce; awarded CHIPS Act incentives.
Interpretation: D2EHPA, PC88A and other extractants used for REE separation are the same family Korea Zinc already runs commercially for indium recovery. Zinc electrowinning routinely controls impurities below ppm — the learning curve is essentially zero. Combine that with TSL (Ausmelt / ISASMELT) — which vitrifies thorium, uranium, and heavy metals into a stable Clean Slag — and Korea Zinc punches through the single biggest environmental barrier that has blocked Western entry.
1. Introduction — the supply-chain bottleneck and the need for a technological fix
As the Industry 4.0 + net-zero transition accelerates, rare-earth elements (REEs) — the core inputs for EV motors, wind turbines, and advanced defense — are increasingly strategic. But the real bottleneck is not mining; it is refining and separation. Separating 17 elements to high purity requires advanced chemical control, and the radiological waste / acidic effluent that arise have kept the West out.
This is exactly where the technology stack of global non-ferrous smelting leader Korea Zinc shines. This note: (a) the mechanism behind the REE refining challenge, (b) unit-operation isomorphism with Korea Zinc's existing tech, and (c) what the Tennessee smelter + the National Core Technology filing mean strategically.
2. The rare-earth refining challenge — mechanism deep dive
2.1 Lanthanide contraction and the difficulty of separation
REEs span lanthanum (La, 57) to lutetium (Lu, 71) — 15 elements plus scandium (Sc) and yttrium (Y). As atomic number rises, the atomic radius decreases (lanthanide contraction). The outermost electron configuration is identical; only the inner 4f orbital electron count differs. Chemically, they behave like twins — precipitation or physical separation cannot isolate individual elements.
Adjacent pairs like Nd–Pr have a separation factor of ~1.5 — a single contact gives no meaningful purity difference. So REE refining requires hundreds to thousands of repetitive separation stages — demanding heavy capital and fine process control.
2.2 Solvent Extraction (SX) — the heart of refining
- Mechanism: a difference in partition equilibrium between an aqueous phase (REE leach solution) and an organic phase (extractant) drives selective extraction / stripping.
- Key extractants: D2EHPA, PC88A, Cyanex 272, TBP — all organophosphorous.
- Multi-stage: mixer-settlers in series repeat Extraction / Scrubbing / Stripping across tens to hundreds of stages — essential to reach >99.9% purity.
- Variable control: pH, temperature, flow rate, and phase ratio (O/A) must be tuned at every stage. Tiny pH shifts break equilibrium — adjacent elements bleed through or the target element disappears.
2.3 The real barrier — environmental constraints
Ores like monazite and bastnaesite inevitably contain thorium (Th) and uranium (U). Large volumes of acid and organic solvent create VOC emissions and acidic effluent. The actual entry barrier is not metal separation per se — it is safe isolation of radiological waste + chemical recycling, i.e. environmental control capability.
3. Korea Zinc's core stack — technological isomorphism
3.1 Hydrometallurgy + SX — a near-perfect match
- Precision of zinc electrowinning: zinc concentrate is leached in sulfuric acid, then Fe / Cu / Cd / Co / Ni and other impurities are removed to sub-ppm levels before electrolysis. The purification logic is the same as cleaning an REE leach solution.
- SX already commercial: Korea Zinc commercially runs SX for indium and gallium recovery. Indium also exists in trace amounts and needs high-difficulty refining — and Korea Zinc is the world's largest indium producer.
- Same reagents: the D2EHPA Korea Zinc uses for indium is among the most common REE extractants. Reagent behavior, optimal pH windows, mixer-settler design and operation — all already internalized. The same is true at subsidiary KEMCO for nickel sulfate production (Ni / Co separation).
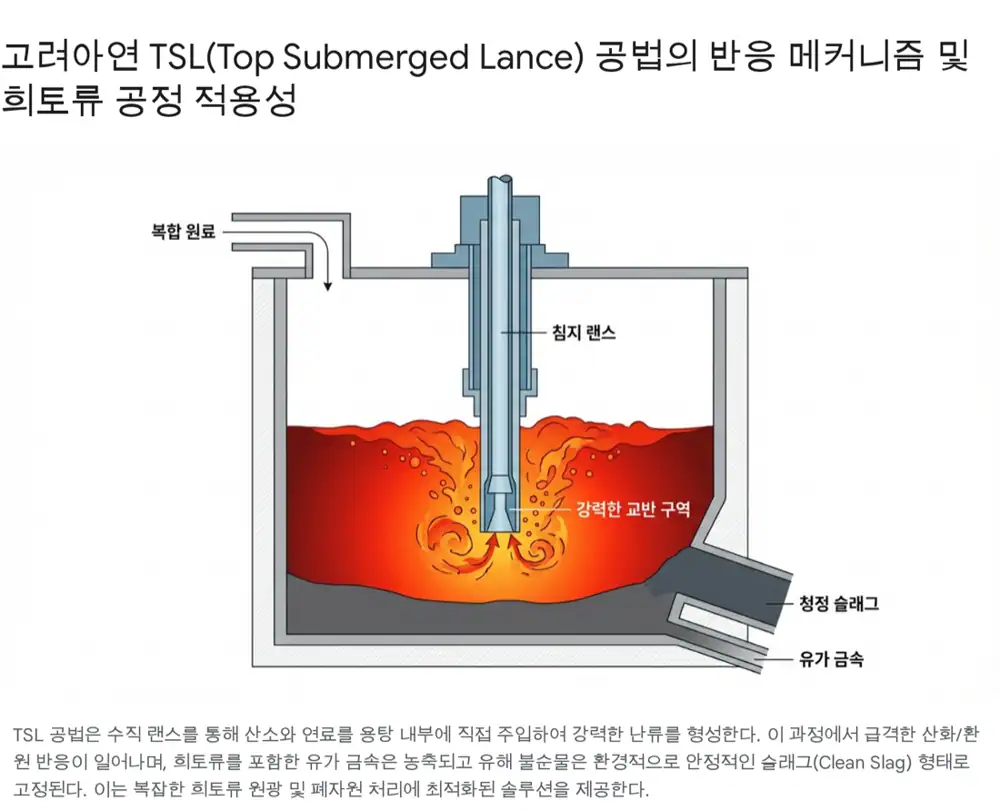
3.2 TSL (Top Submerged Lance) — a game-changer for complex ore
TSL ("Ausmelt / ISASMELT") plunges a vertical lance into a molten slag bath, injects oxygen + fuel, and uses violent turbulence to accelerate reactions. It is the pinnacle of Korea Zinc's tech stack.
Concentrates · sludges · spent batteries · low-grade ore
Difficult REE pre-treatment can be done by concentration or fuming-off of interfering elements in the molten state.
Clean Slag
Th, U, and heavy metals are vitrified and locked into a stable slag structure — a decisive edge in environmentally strict US and European markets.
Primary + by-product
Korea Zinc already recovers Cu / Au / Ag from zinc residues. Applied to REE ores, by-product metals are also captured — boosting project economics.
3.3 Integrated smelter — sulfuric-acid & energy self-sufficiency + portfolio hedging
- Sulfuric-acid self-sufficiency: SO₂ captured during zinc smelting yields ~1.5M tonnes/yr of sulfuric acid. The key reagent for REE refining is sourced internally.
- Self-generation: waste-heat recovery from TSL and furnaces feeds onsite power — low-cost energy.
- Portfolio hedging: exposure to Zn / Pb / Cu / Au / Ag stabilizes overall earnings against REE price volatility — easing the risk of a long-duration capital program.
4. Four axes of competitive advantage
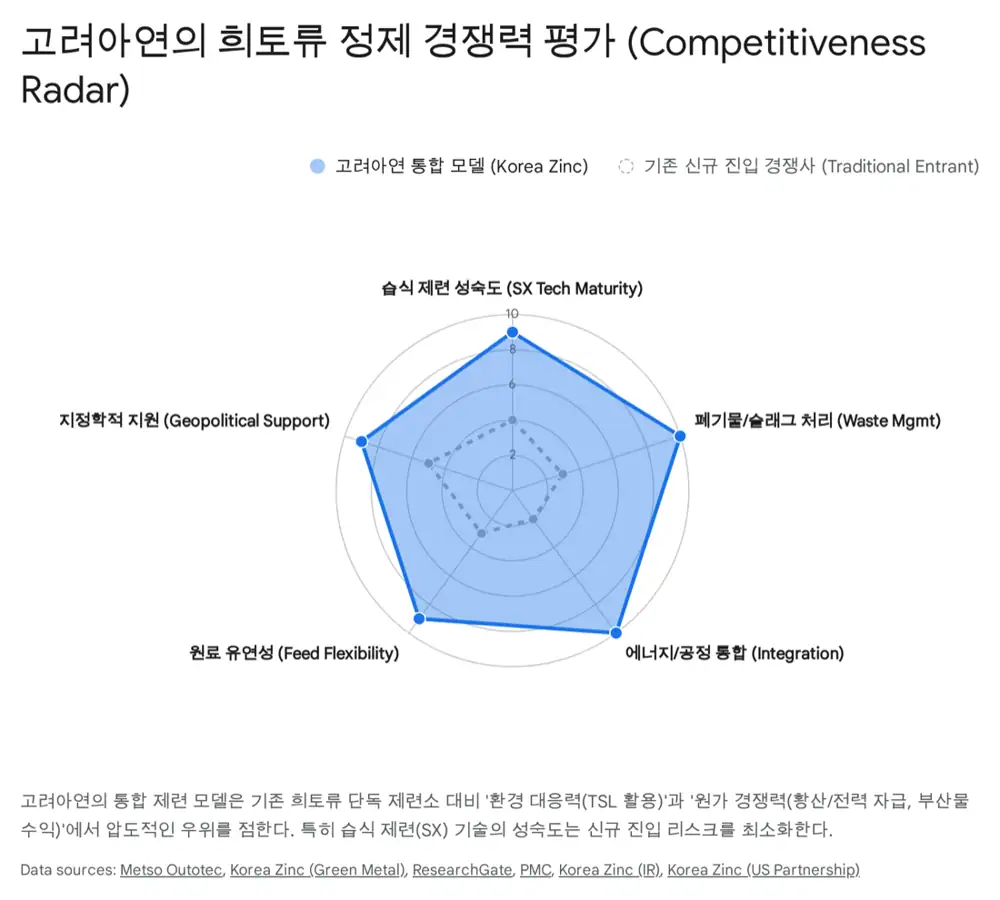
4.1 Process maturity
SX has been optimized at Korea Zinc across indium, zinc, and nickel smelting for decades. Reagent behavior, multi-stage design, and impurity-control know-how are all in place — eliminating the multi-year learning curve a new entrant would face, and enabling immediate commercial-scale stability.
4.2 Environmental & impurity handling
Radiological waste is the West's biggest REE headache. TSL is a proven solution that transforms harmful materials into a Clean Slag for safe isolation — minimizing regulatory risk and supporting a sustainable production system.
4.3 Cost efficiency
By using captive sulfuric acid and waste-heat-derived power, the dominant variable costs of REE refining — reagent and energy — collapse. TSL further captures by-product metals from REE ores, adding incremental revenue.
4.4 Geopolitical reliability & scalability
Official fact: Korea Zinc is building a US critical-minerals smelter in Tennessee via its subsidiary Crucible — USD 6.6B CAPEX, USD 7.4B total investment. Strategic partnerships with the US Department of War (formerly DoD) and DoC, plus CHIPS Act incentives. National Core Technology (NCT) application filed for its "rare-metal recovery technology."
Interpretation: The US government has officially recognized Korea Zinc's tech as a viable alternative to Chinese dependence. NCT designation simultaneously controls tech outflow and defends against hostile takeovers — elevating the asset from "business" to "strategic asset."
5. Conclusion
REE refining is fundamentally an extension of the zinc / lead smelting Korea Zinc has accumulated over half a century. The two key entry barriers — multi-stage SX and environmental control — can be overcome with Korea Zinc's hydrometallurgy know-how and TSL clean-slag technology.
TSL is not just a furnace — it is a platform technology for processing complex impurities and eliminating environmental risk. Together with an integrated smelter that self-supplies sulfuric acid, electricity, and steam, the cost structure offers a structural advantage rivals cannot easily replicate.
The conclusion: Korea Zinc enters REE refining as "a problem-solver with a ready toolkit." The US government partnership and the critical-minerals smelter make clear that technological confidence has translated into strategic execution. Given the megatrends of supply-chain security and clean-resource circularity, Korea Zinc's REE entry looks less like a gamble and more like a logical inevitability.
Sources
- Naver blog original: https://m.blog.naver.com/PostView.naver?blogId=star_of_self&logNo=224143491079
- Challenges of REE Extraction — Sustainability Directory: material
- Why Separating & Refining REEs Is So Hard — RareEarthExchanges: article
- Ausmelt® TSL Process — Metso: material
- REE separation challenges — Quora: QA
- Enhanced Separation of REEs — OSTI.gov: PDF
- Rare Earth Processing — Innovate UK Business Connect: PDF
- Hydrometallurgical Extraction of REEs — HARVEST (uSask): paper
- Multi-Stage SX Process Design for REE — MDPI: paper
- SX & Isolation Strategies for U, Th, Ra in REE Recovery — Taylor & Francis: paper
- Why Is Separating REE Ores So Challenging — Prominetech: article
- Korea Zinc partners with US DoW & DoC — Korea Zinc press: press
- Korea Zinc integrated TSL flowsheet — ResearchGate: figure
- Leaching & SX purification of zinc — PMC: paper
- KZ Advanced Materials brochure — Korea Zinc: PDF
- Korea Zinc Applies for Rare Metal Recovery as NCT — Business Korea: article
- Korea Zinc Gallium Facility — Korea-Certification: article
- Liquid Extraction of Zn(II) — BJSTR: paper
- Korea Zinc Ni/Co aqueous solution method — Mining Technology: article
- ISASMELT brochure — Glencore Technology: brochure
- TSL Processing Part II — OUCI: paper
- Green Metal — Korea Zinc: site
- TSL Processing Part II — MDPI: paper
- Pentagon-Korea Zinc Tennessee Mineral Smelter — NAM: article
- Korea Zinc's US smelter project — KED Global: article
- DoC CHIPS incentives to Korea Zinc (Crucible Metals) — NIST: press
- Korea Zinc Tennessee $6.6B investment — TN.gov: press
- NCT for critical metal recovery — Maeil Business News: article
- KR20220080109A — Improved Zn recovery process — Google Patents: patent